Injection molding rewards disciplined geometry. When a part is designed for balanced fill, predictable shrinkage, and simple ejection, both tooling and production become easier to control.
Most avoidable molding cost comes from features that seem minor in CAD but create major consequences in steel, cooling, or cosmetic quality once the mold is built.
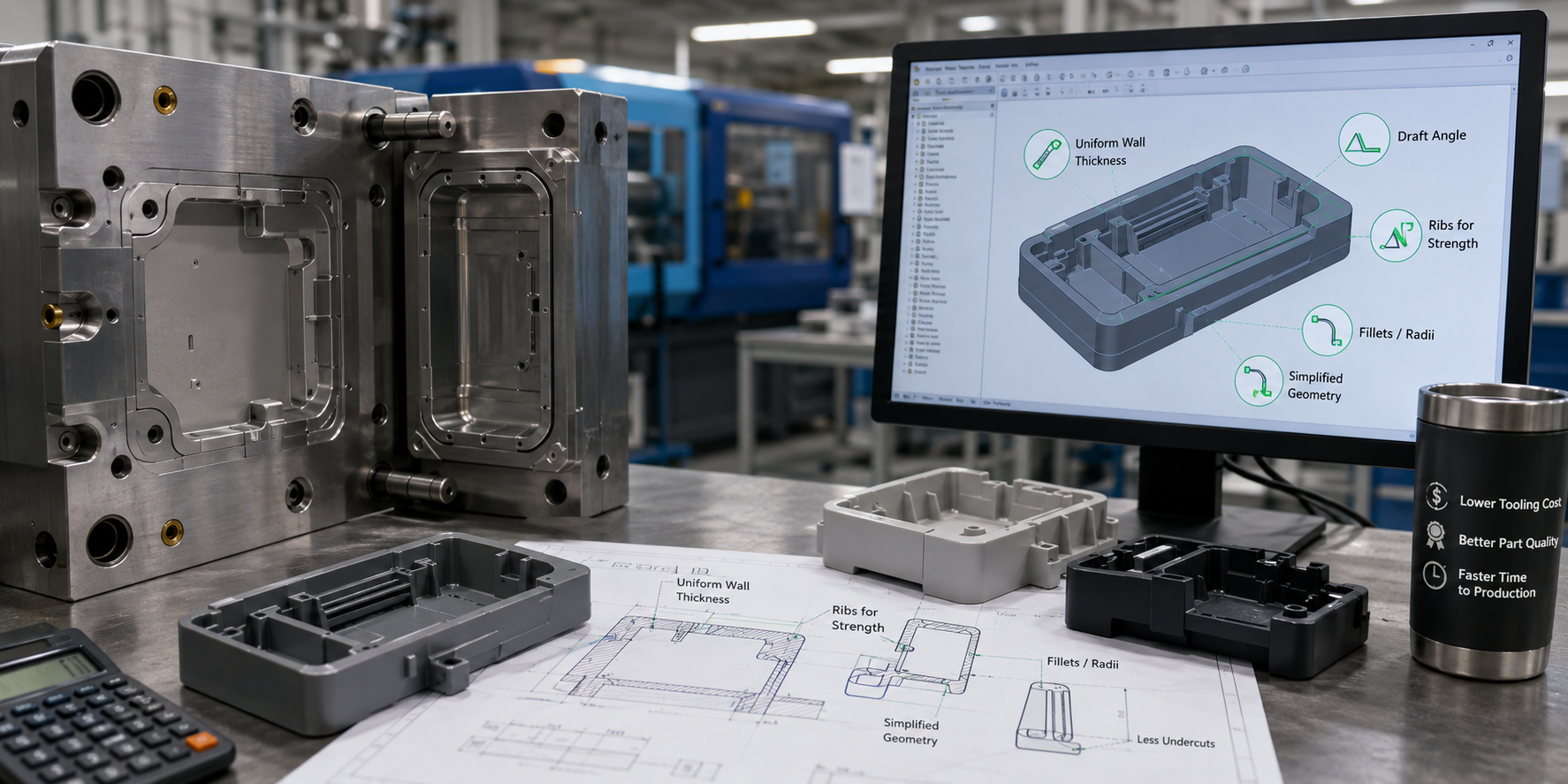
Keep wall thickness stable
Uniform walls help resin flow evenly and cool at similar rates. That reduces sink, warpage, internal stress, and cycle-time penalties.
Where geometry forces transitions, use gradual changes rather than abrupt mass buildup. If stiffness is needed, ribs are often better than adding bulk wall thickness.
- Target consistent wall sections whenever possible.
- Use coring and ribs instead of heavy solid masses.
- Blend thickness transitions to avoid hot spots.
Design for release and appearance
Draft angle is one of the cheapest performance upgrades in molding. It lowers ejection force, protects textures, and reduces tool wear over long production runs.
Parting-line placement, gate vestige, and ejector pin witness should also be planned around visible surfaces early, not after mold steel is cut.
- Add draft based on texture level and resin behavior.
- Keep cosmetic faces clear of unnecessary gates and pins.
- Plan shutoffs and side actions only where they add clear value.
Simplify the tool before cutting steel
Tool complexity grows quickly when undercuts, collapsible cores, lifters, or side actions multiply. Sometimes a small geometry adjustment on the part removes a large tooling burden.
Good DFM reviews challenge every advanced mold feature by asking whether the same function can be achieved more simply.
- Question undercuts that force slides or lifters.
- Review snap features for moldability and assembly tradeoffs.
- Align expected annual volume with cavity count strategy.